Gesenkfertigung
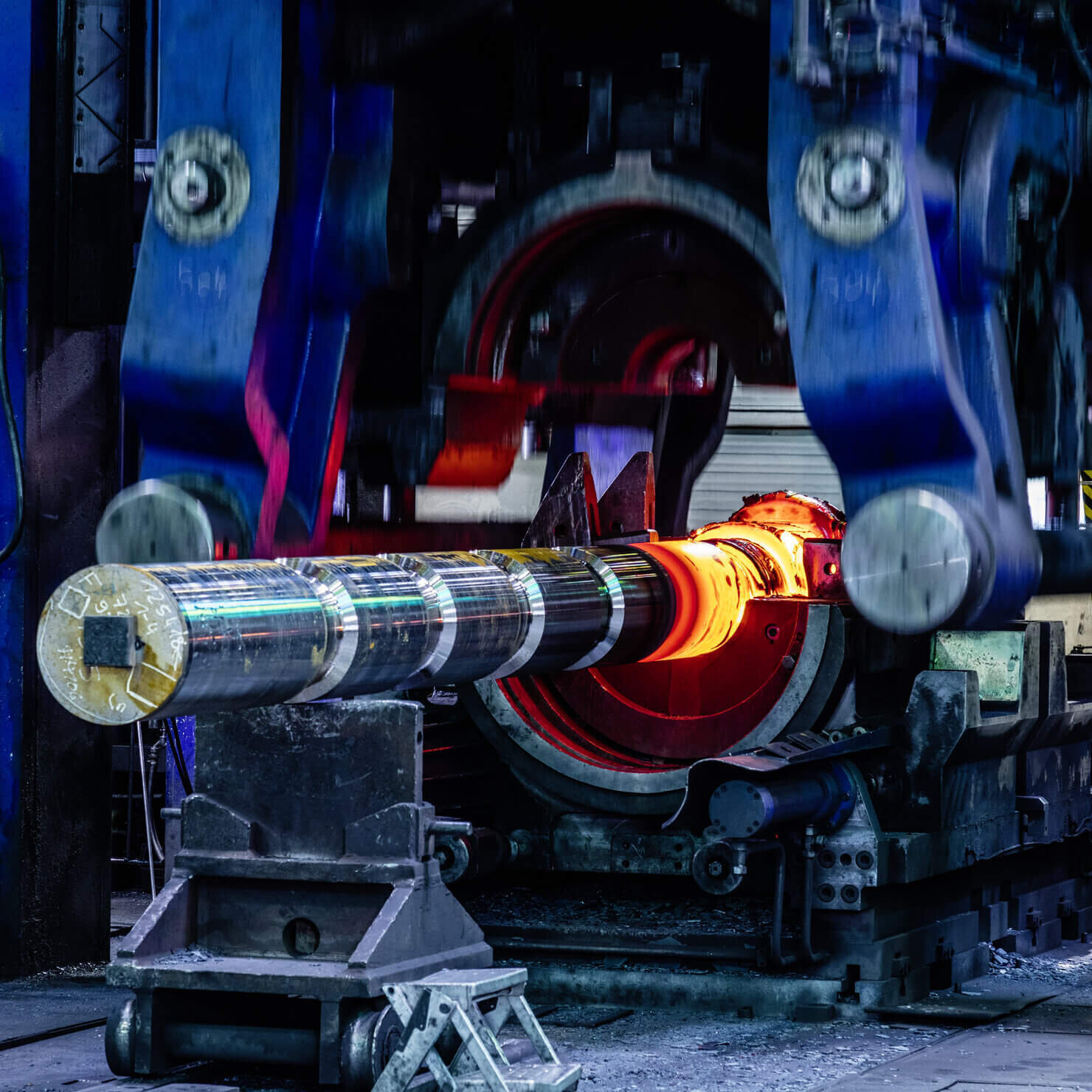
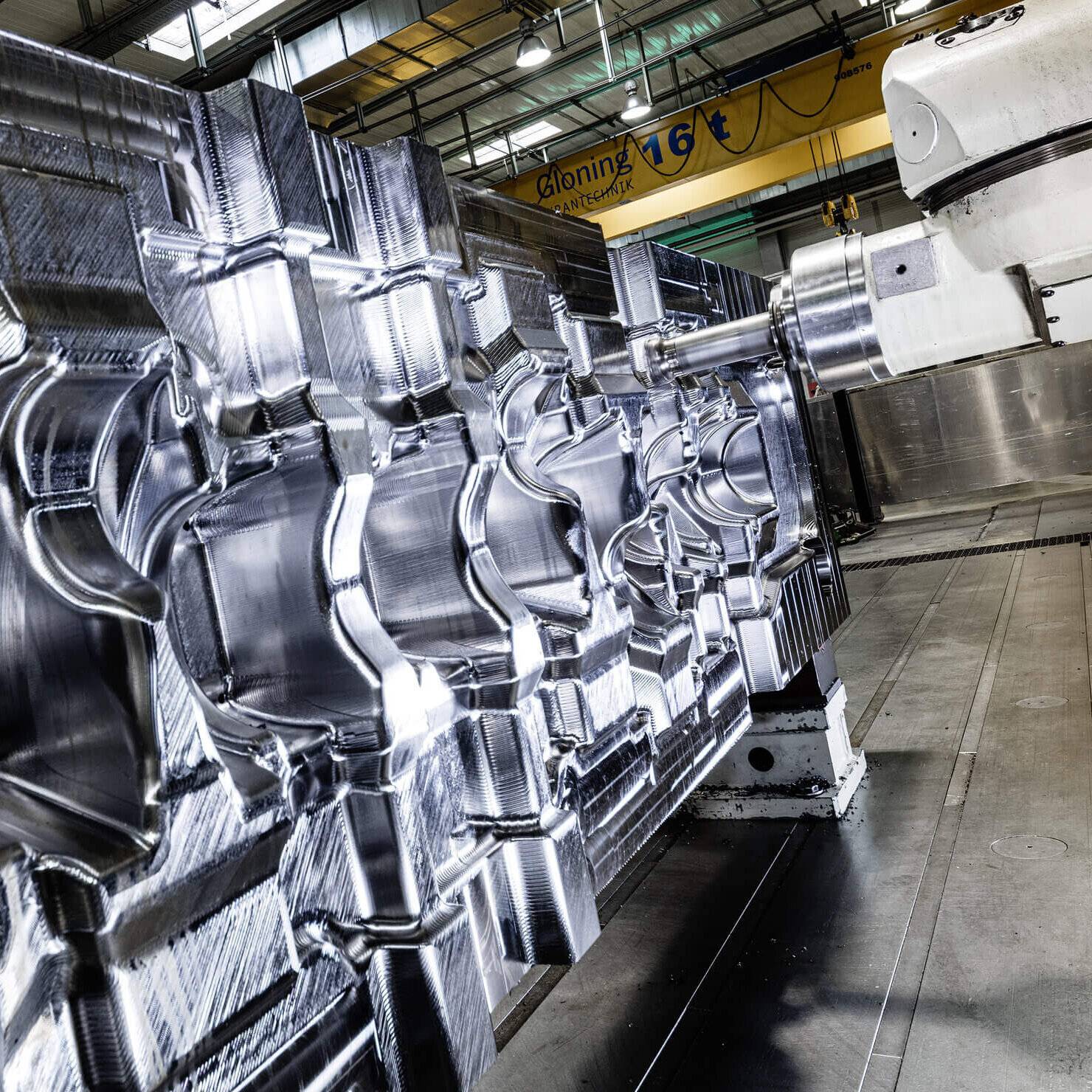
Rohteile mit einer Länge zwischen 1,5 und 4,5 m schmieden wir im Gesenk. Die Schmiedegesenke werden auf hochpräzisen CNC-Fräsmaschinen hergestellt. Dadurch sind wesentlich weniger Bearbeitungszugaben für die mechanische Fertigung erforderlich. Aus dem 3D-Modell des Schmiederohteils entstehen mit Hilfe der CAD/CAM-Schnittstelle CNC-Programme für die Herstellung unserer Gesenke.