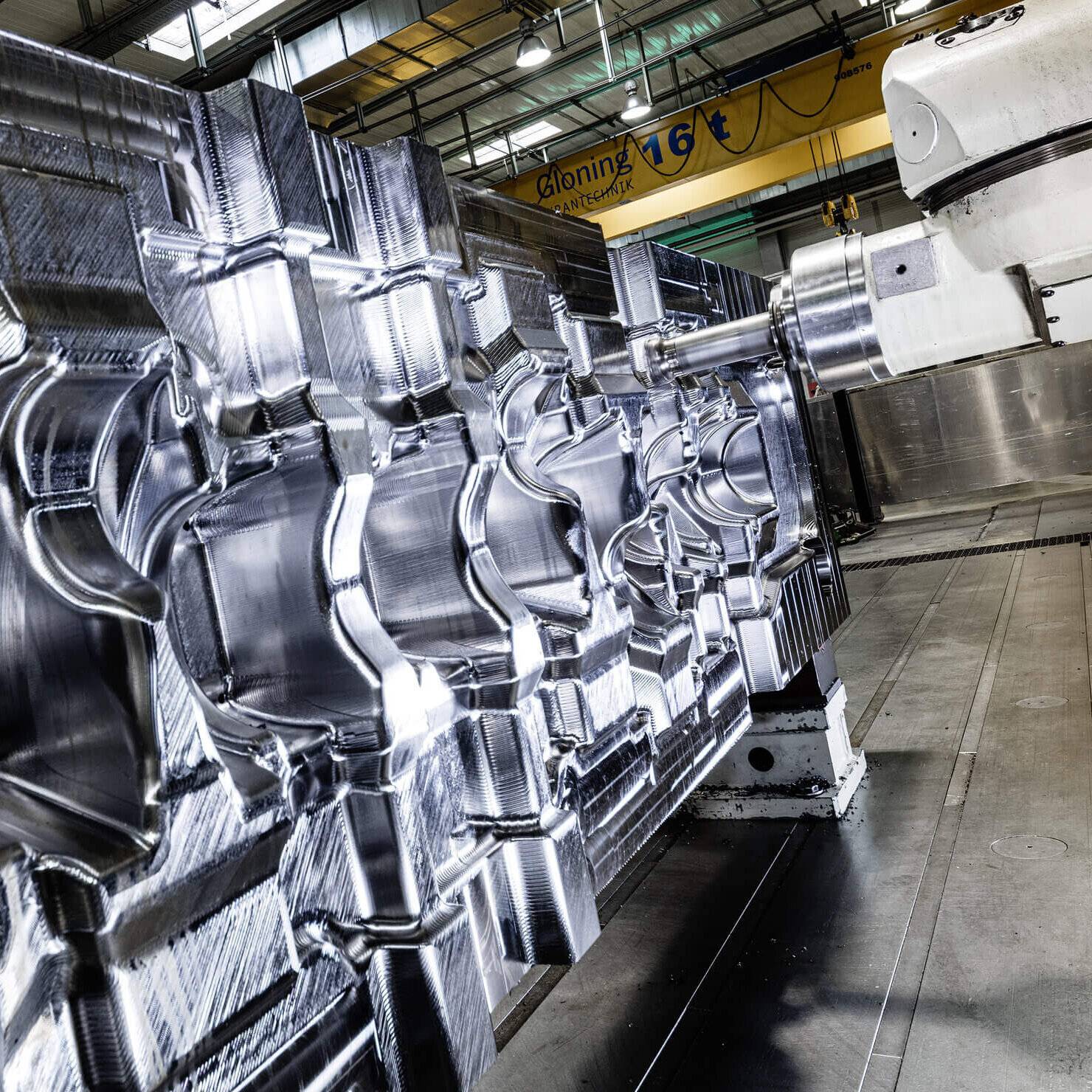
我们可落锻 1.5 米至 4.5 米之间的零件毛坯,锻造模具由高精度数控铣床制造。因此,机械生产所需的加工余量要少得多。我们利用 CAD/CAM 界面从锻件毛坯的 3D 模型创建模具生产的 CNC 程序。
通过高精度的模具和密闭式轮廓锻造,我们在后续的机械制造过程中实现了低成本高效率的加工量。落锻采用的是冲击能量为 450 或 630 千焦的对击锤。使用室形炉将零件毛坯的温度加热到 1300℃。原材料的重量可达 2.6 吨,长度可达 4.5米。根据操作重量的不同,在锻造的同时还需要同时使用几个加热操作。我们采用落锻实现了最佳的连续晶体流锻造,确保了部件的高强度。
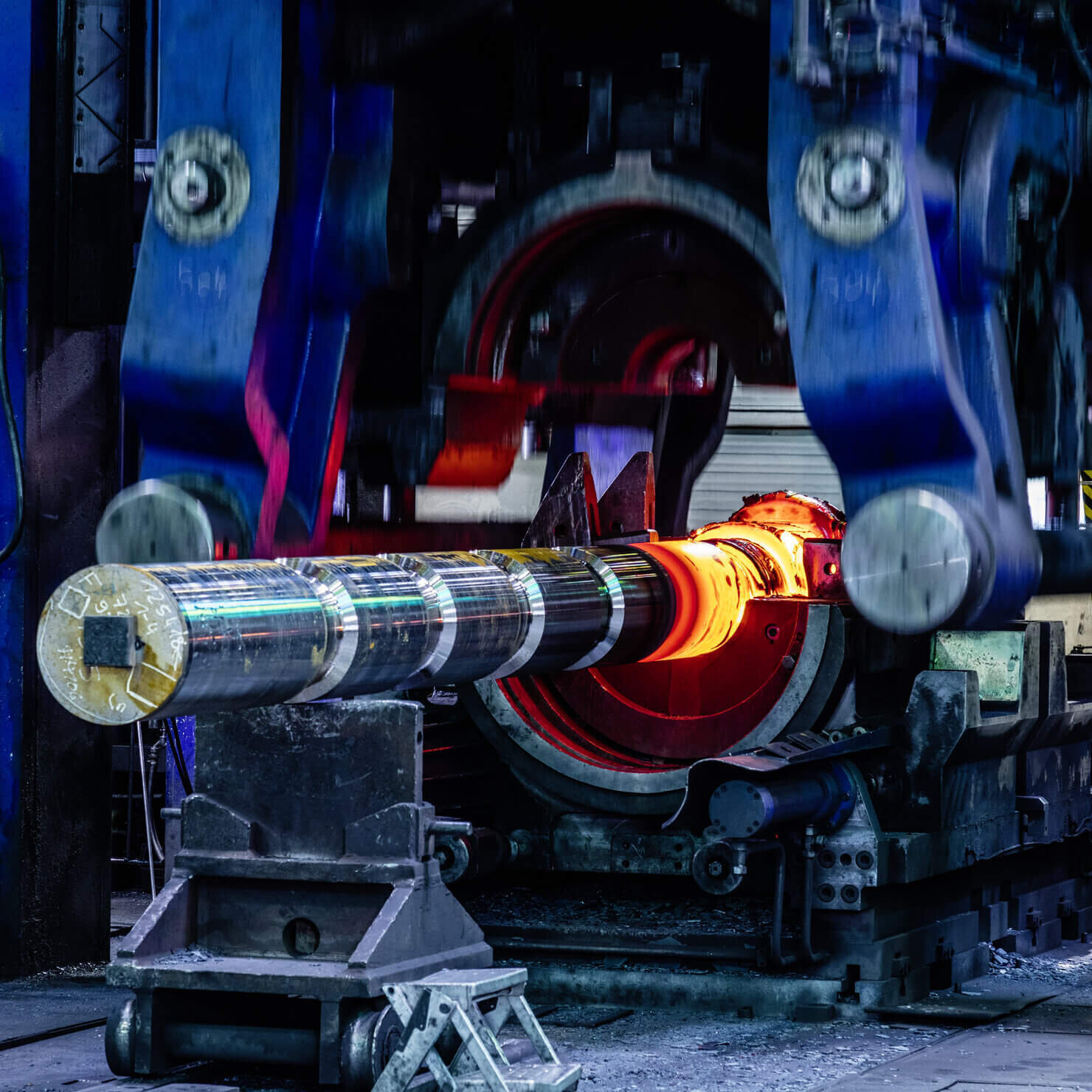
使用液压机在部分模具中以单冲程方式锻造 4.5 到 9 米长的坯件。该工艺必须掌握极高的成型力。在逐冲程锻造中,将坯件(主轴)分段加热至 1300℃。然后将主轴部分轴向镦粗,并对各个连杆轴承轴颈进行垂直压制。这就是部件一步步制造成型的方法。所有单程锻造的设备均由 ALFING Kessler 机械厂设计和制造。由于我们的锻造工艺可靠性较高,因此可以将机械加工的筛上料保持在很低的水平。
实际锻造过程后,随后的回火工艺对质量起着决定性作用。在活车炉中将零件毛坯加热到超过微观结构转变的极限温度。然后,使用油浴或水浴淬火零件,从而得到硬化。然后对零件毛坯进行回火和缓慢冷却,从而让材料具有必要的机械强度值。这就是 Maschinenfabrik ALFING Kessler 的专家们的经验和特殊技术的作用所在。