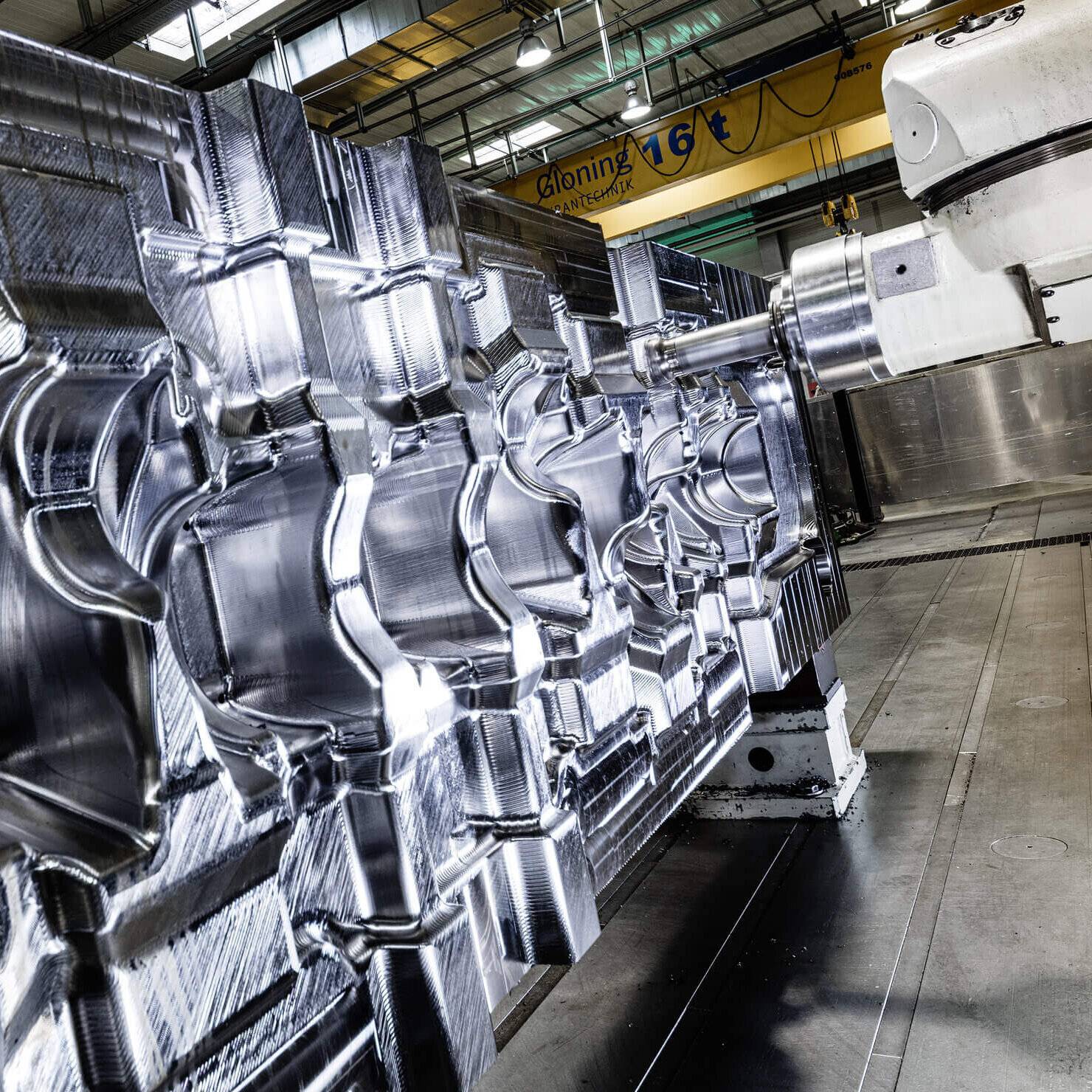
長さ 1.5 〜 4.5 m の素形材をドロップフォージングで製造します。鍛造金型は、高精度な CNC フライス盤で製造されます。その結果、機械的な生産に必要な機械加工代が大幅に削減されます。金型製造のための CNC プログラムは、CAD/CAM インターフェースを使用して、鍛造ブランクの 3D モデルから作成されます。
高精度な金型と密着型鍛造により、後工程の機械加工を少量で効率的に行うことができます。落下鍛造には、450 または 630kJ の衝撃エネルギーを持つカウンターブローハンマーを使用します。チャンバー炉では、原料部品は最高 1300 °C まで加熱されます。原料部品の重量は最大 2.6 トン、長さは最大 4.5 メートルまで可能です。動作重量に応じて、鍛造と並行して数回の加熱工程が必要です。ドロップフォージングでは、最適な連続粒径を実現し、高い部品強度を確保しています。
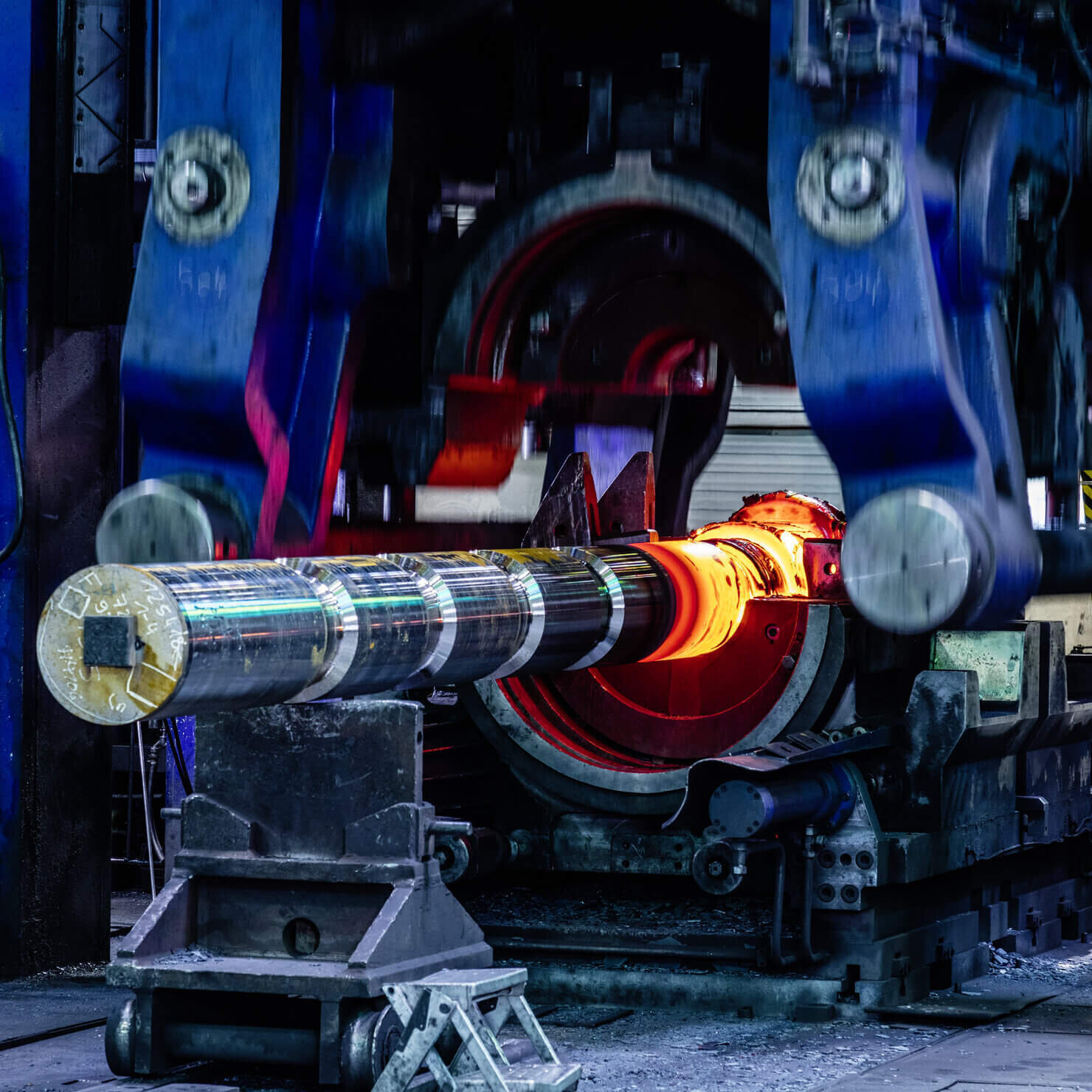
長さ 4.5 ~ 9m のブランクを油圧プレスで部分金型に入れ、非連続サイクルで鍛造します。非常に高い成形力が要求さ れます。ストローク鍛造の場合、ブランク(スピンドル)は部分的に最高 1300 ℃ まで加熱します。その後、スピンドル部分を軸方向に回転させ、個々の連結棒のベアリングジャーナルを垂直にプレスします。このようにして、成形された部品が段階的に作られます。自由鍛造のための装置を、ALFING Kessler の機械工場で設計および製造しています。鍛造の工程信頼性が高いため、型鍛造では実現できない形状大きさも加工可能になり、お客様のご要望にお応えしています。
実際の鍛造工程の後、続く焼き戻し工程が品質を決定づけます。素材となる部品は台車炉で加熱され、微細構造の変質が起こる限界温度以上になります。その後、部品は油槽または水槽で急冷され、硬化させます。その後、原料部品は焼き戻しされ、ゆっくりと冷却されることで、材料に必要な機械的強度が付加されます。そこで、Maschinenfabrik ALFING Kessler の専門スタッフによる経験と特別なノウハウが活かされるのです。



![[Translate to jp:] grafik schmiede mafa alfing kessler wasseralfing](/fileadmin/user_upload/bilder/kompetenzen/schmiede/mafa-alfing-schmiede-grafik.svg)